Contamination: The Dirt on Keeping Your Metal Product Clean!
Surface contamination is a significant problem in all metal finishing operations. It is very important for finishers to control contaminants to achieve consistent and positive finishing results. Giering Metal Finishing presents the following input to address this global issue:
Why Is Contamination a Problem?
In most cases a contaminated surface may:
- prevent good adhesion of the coating to the substrate.
- alter the hydrophilicity (insert link to Google definition) or lipophilicity (insert link to Google definition) of the substrate, repelling subsequent coatings.
- interfere with an electrochemical process because of an inconsistency in conductivity.
- contaminate a process, specifically a bath or rinse water.
- alter the color of the finished product.
- result in separations, pitting or some other surface finishing defect.
- slow down the process with increased quality inspection requirements.
- increased costs to remove contamination.
What Are the Typical Sources of Part Contamination?
Petroleum products such as oils and greases are used as lubricants in manufacturing.
- Salts that are not properly rinsed off.
- Mineral contaminated rinse water.
- residual adhesives used in tape and packaging materials.
- handprints from improper handling.
- dust and other particulate from air or surrounding environment.
- Rust from parts not being stored in a controlled environment.
- Contaminated tooling or equipment (grease) used in part manufacturing.
- Die-lube/mold release agents used in die casting process that adhere to part.
- Flashing, millings or flaking burrs remaining stuck to the parts either with oils, heat or static.
- Laser oxides
- Buffing rouge
- Weld slag and flux
- Silicon in welds
- Raw material identification markings such as die-chem, magic marker, crayon, spray paint, etc.
How Does Giering Metal Finishing Check for Contamination?
- Visual incoming inspection before starting production.
- Documenting condition of parts and sending photos to customer when necessary
- Supply the customer with our quality control logs documenting contamination.
- Request the customer provide us with the generic names, trade names, Technical Data Sheets (TDS), Safety Data Sheets (SDS, formerly MSDS) of any processing fluids that came in contact with the parts.
How Does Giering Metal Finishing Treat Parts for Contamination?
- Use of industrial aqueous cleaning solutions and degreasers.
- additional fresh water and deionized water rinsing for organic debris.
- mechanical abrasion via media blast, hand tool or power tool.
- Solvent cleaning (various alcohols or acetone).
- Hot solvent vapor degreasing (trichloroethylene).
- Thermal degrease with high temperatures where applicable.
- Use of subsequent phosphates and conversion coat pretreatments when feasible
What Can I Do to Minimize Contamination of Your Product?
- Check the contamination level of your parts before shipping to your metal finishing supplier.
- Make sure your material suppliers protect metal from road debris (rain, snow, ice melt, dirt, etc) during transport by using tarps or enclosed trucks.
- Ask your material suppliers to provide you with the names and properties of any lubricants or chemical treatments that are applied to your parts in manufacturing or packaging.
- Make sure that your parts are shipped in clean, non-soiled packaging materials.
- Make sure that your tooling & equipment is not contaminated with grease-like lubricants.
- Avoid second and third shift “brews”. Ensure all shifts use consistent lubricants and there are no special recipes used to enhance performance that may affect quality downstream.
- Metal finishing cleaners and some pretreatments can typically remove organic oils like those made from plants and animals more easily than others. Wax and treatments made from silicone, for example, are more likely to remain on the surface, despite chemical cleaning. Whenever possible, think ahead to the metal finishing process and use light, water-based oils and lubricants that are much less difficult to remove.
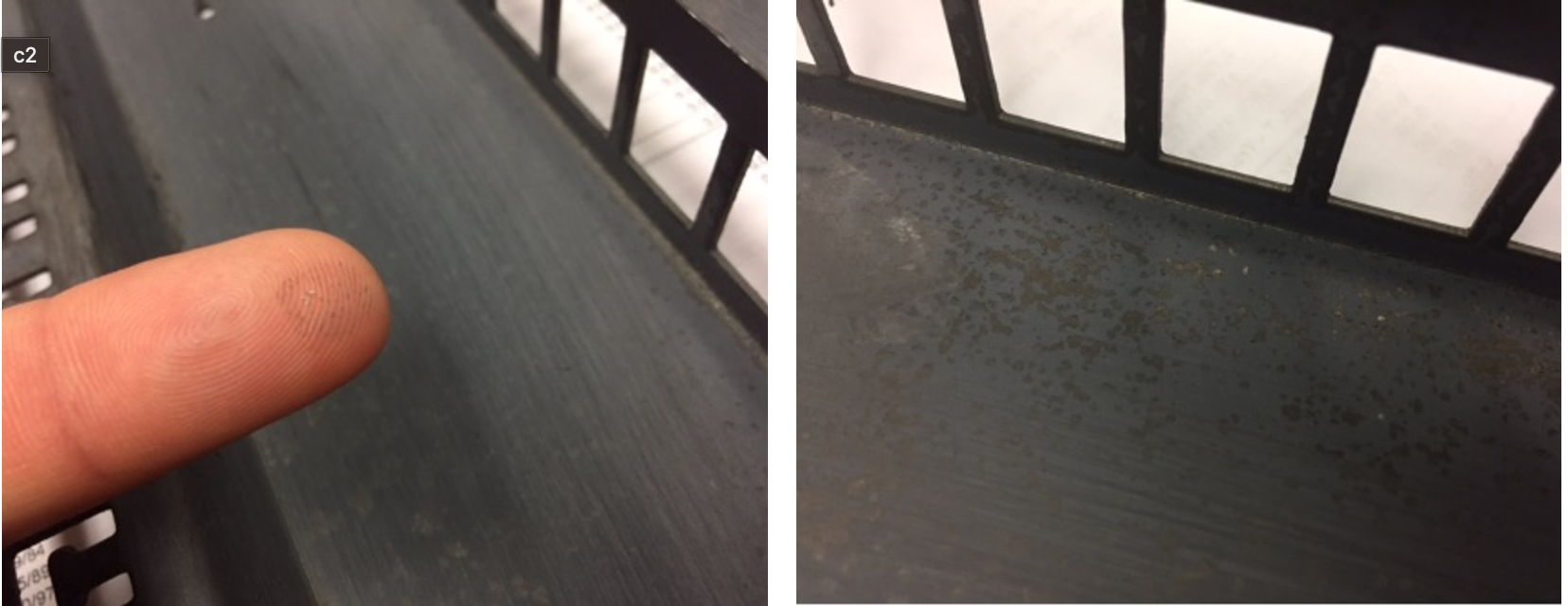
Scale from “pickled and oiled” steel leaves a barrier of contamination that impedes paint adhesion

Grease from a forming die causes separation in the paint film. These separation formations are called “fish eyes”.
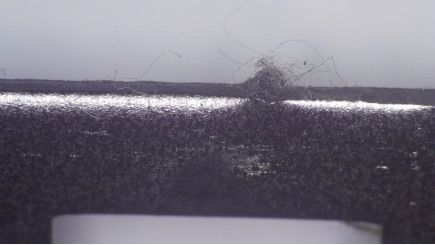
Fibers from cotton gloves left on surface as a contaminant.

Bird feces contamination from an unprotected pallet transported on an open flatbed truck.

Adhesive contamiant left on surface after a plastic protective film was peeled off a “brushed finish” face.
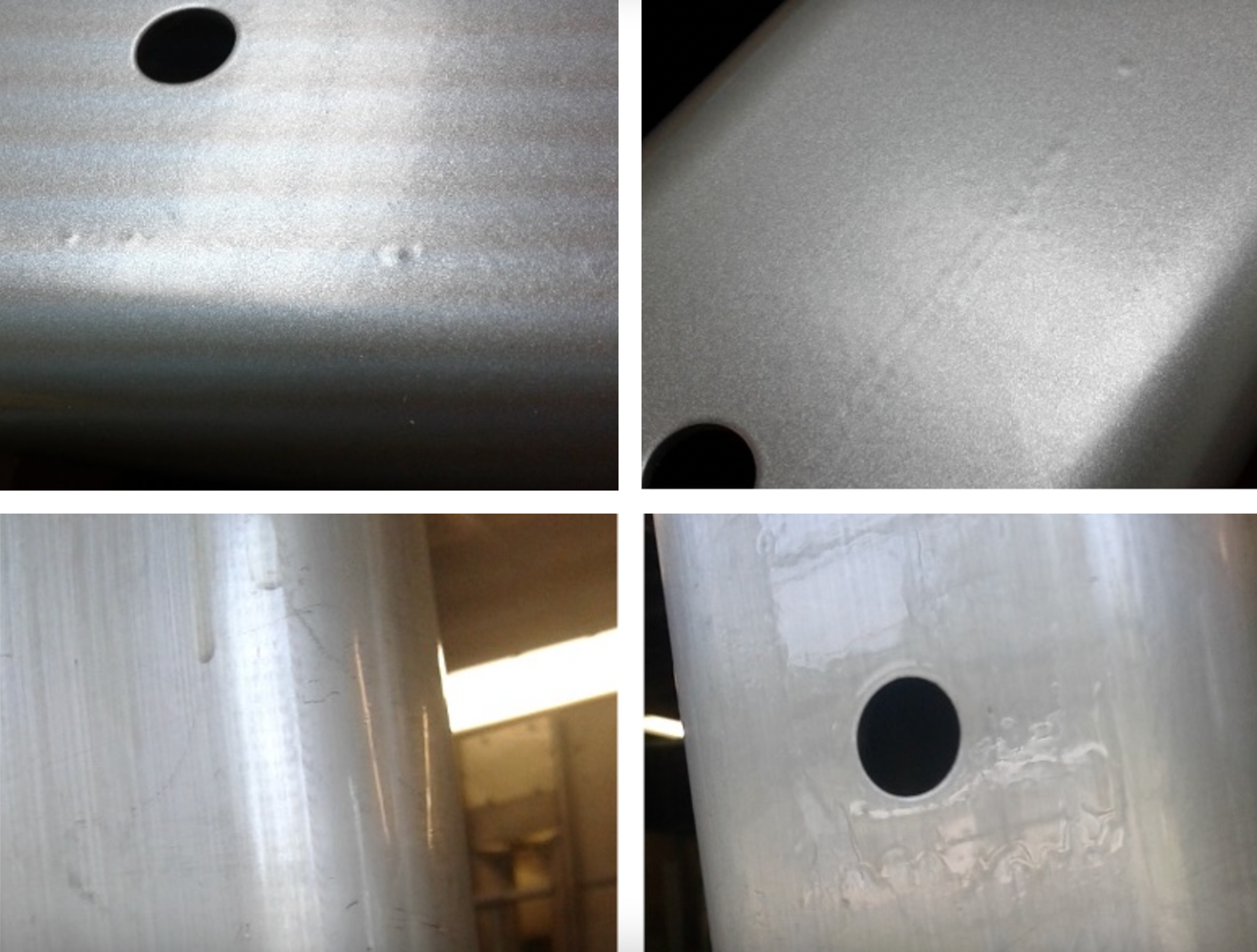
Parts drenched in heavy oil above, which was not fully removed during the cleaning process. Contamination is left behind, causing separation in the powder coat when applied and cured.